info@organametrisis.gr
210 2231624

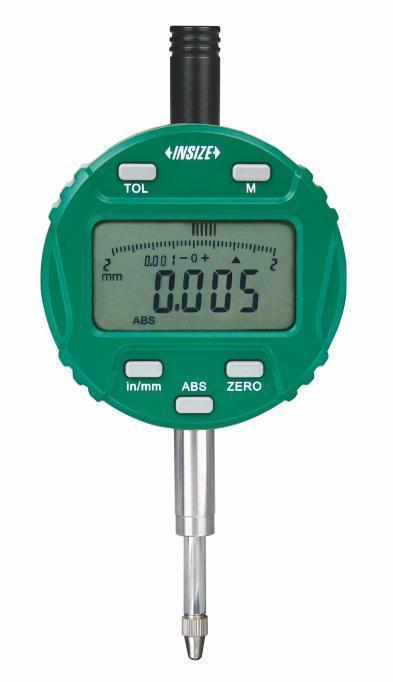
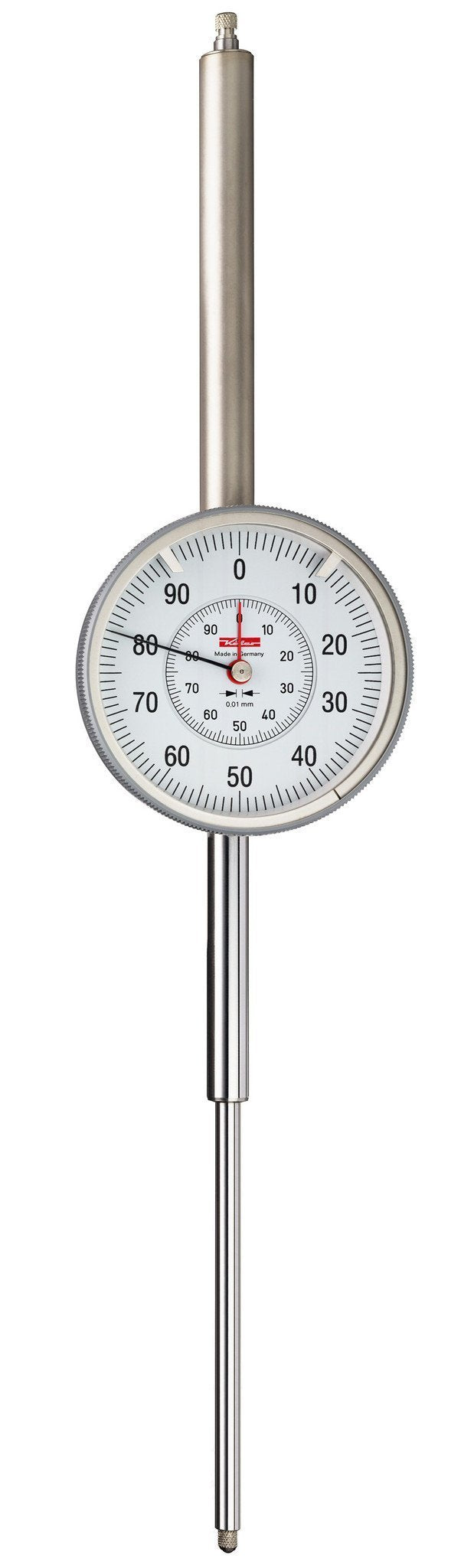
In the field of mechanical engineering the dial indicator is the instrument you use for high precision measurements of short distances (distance), amplifying them to make them more visible.
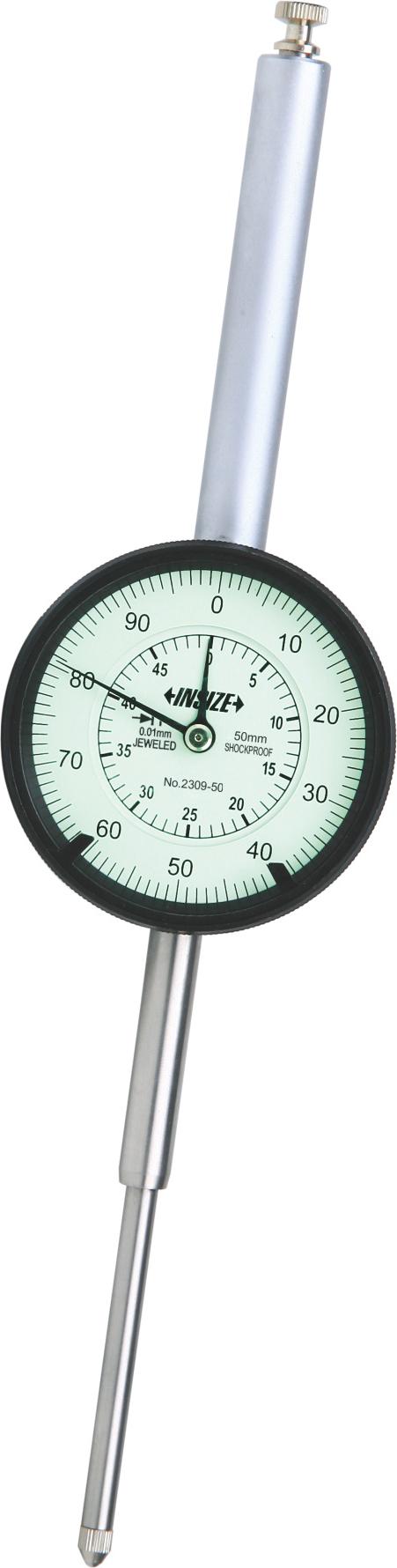
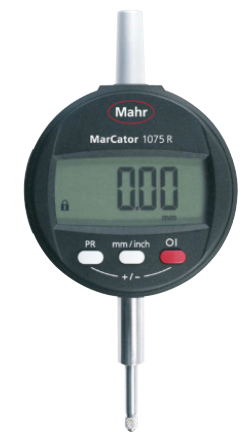
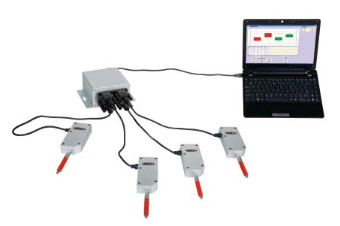
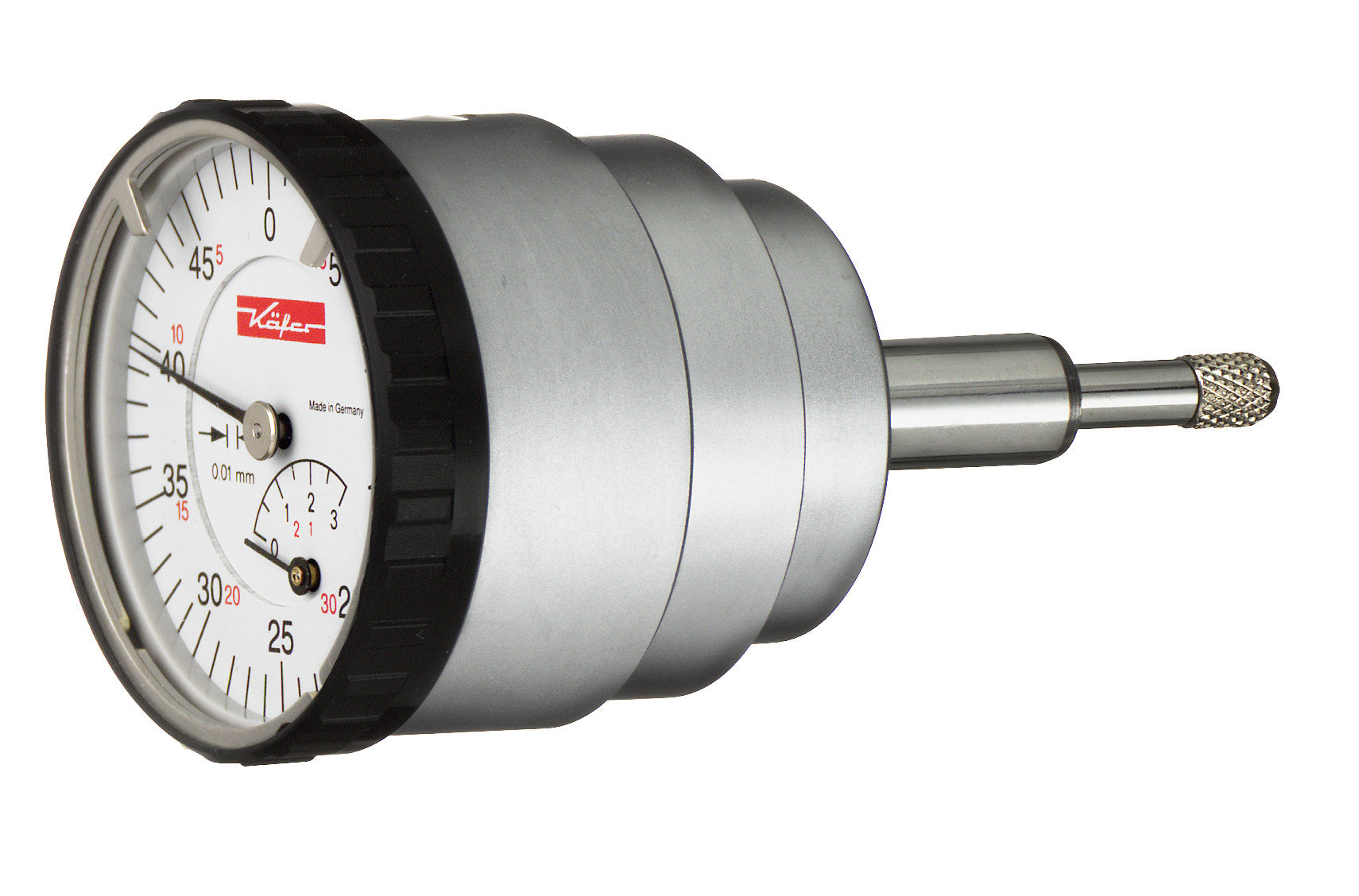
Dial indicators are divided into analog, digital. Also there are the test indicators used for centering machine tools, eccentricity control, roundness control.
The name in Latin comes from the concept of showing the user lengths which the naked eye cannot distinguish. (for example, a small height difference between two flat surfaces, a slight decrease in concentricity between two cylinders, or other small physical deviations).
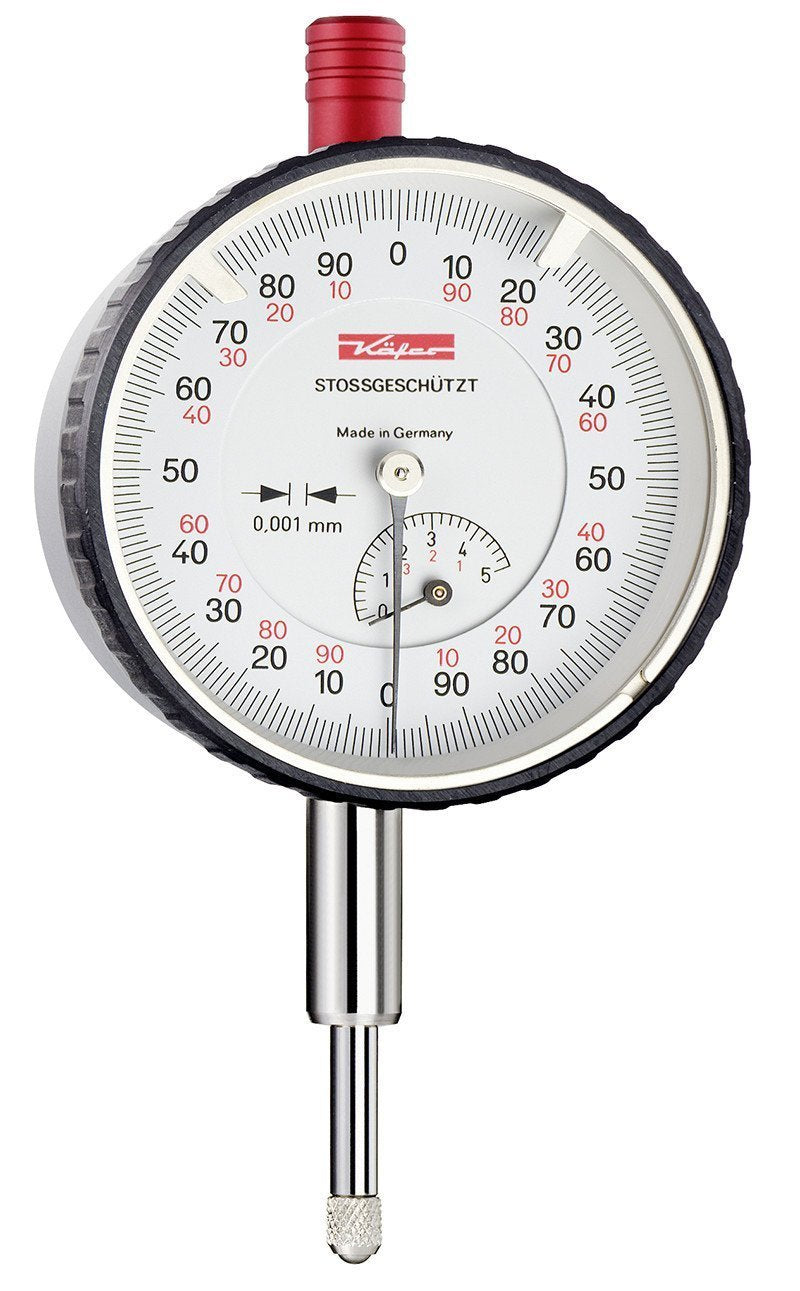
Dial indicators have the appearance of a common clock. They are also used for measuring tolerances on machined pieces, for checking the flatness of beams and in general for measurements involving small deviations.

A dial indicator is characterized by several technical characteristics:



Notes:

Notes:

If the measurement is done in a horizontal position or even upside down, the measuring force of the needle is of course smaller. So it is necessary to check the repeatability of the measurements.
The measurement will have an error if the direction of the requested measurement does not coincide with the direction of the moving axis. This error is minimized by adjusting the pivot so as to minimize the angle θ.