[K] - CAST IRONS (CAST IRON)
Cast irons are Fe-C-Si alloys, approximately 2-4.5%C. Carbon in cast irons very often has the form of graphite. Depending on the carbon and silicon content, they are classified into:
K 15-16 - Grey Cast Irons
(2.5-4.0%C , 1.0-3.0%Si)
- Microstructure:
- Carbon is found mainly in the form of graphite flakes within the metallic matrix (martensitic, ferritic, or pearlitic).
- Applications:
- Engine housings, machine tool bases, cylinder blocks, brakes, pumps, and valves.
- Machinability:
- Chips: Short and brittle (due to the graphite flakes)
- Tool wear: Low
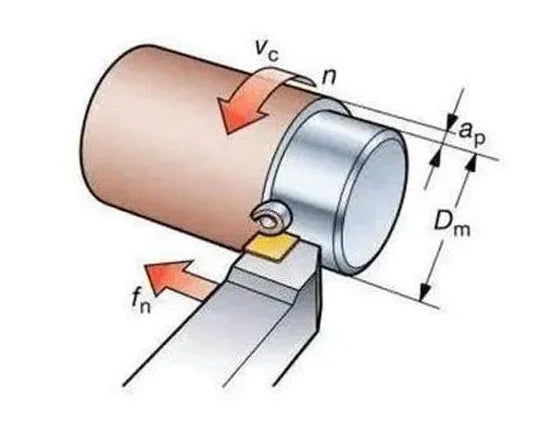
- Cutting type: High cutting speeds, low feed
- Surface quality: Good
- Details:
- Due to the high content of graphite flakes, grey cast iron has natural lubricating characteristics, reducing friction and wear on tools.
- The chips are brittle (powder), which makes their removal easy.
K 17-18 - Ductile Cast Irons with Spheroidal Graphite
(2.0-2.6%C , 1.1-1.6%Si)
- Microstructure:
- Carbon forms compact spheroidal graphite instead of flakes. This microstructure improves ductility and increases the toughness of the cast iron.
- Applications:
- Pipes for hydraulic networks, gears, crankshafts, gearboxes, vehicle suspension.
- Machinability
- Chips: Continuous and long
- Tool wear: Moderate to high
- Cutting type: Moderate speeds, higher feed than grey cast iron
- Surface quality: Moderate to good
- Details:
- Spheroidal graphite does not act as a lubricant, resulting in higher wear on cutting tools.
- The chips are continuous and difficult to remove
- Due to its higher strength, greater cutting force is required.
- Higher stresses on the tools lead to higher temperature and possible fatigue.
K 19-20 - Malleable Cast Irons
(3.0-4.0%C , 1.8-2.8%Si)
- Microstructure:
- Carbon is initially in the form of carbides (white cast iron) and then, through heat treatment, is converted into graphite in the form of nodules.
- Applications:
- Components that require impact resistance, such as pipe fittings, automotive components, moving parts in mechanisms.
- Machinability
- Chips: Short and broken (better than ductile)
- Tool wear: Moderate
- Cutting type: Moderate speeds, similar feed to ductile
- Surface quality: Good
- Details:
- Graphite nodules help reduce friction, but not as much as in grey cast iron.
- It has medium compressive and tensile strength, therefore it is easier to machine than ductile
- It can be machined with HSS tools
← All guides





Related guides

TapsMetric and inch taps: materials, pitch and selection.

DrillsHSS, cobalt and carbide drills for every material.

Lathe Cutting ToolsLathe inserts and tool holders: geometries and selection.

CountersinksChamfer and taper milling cutters.

Basic Cutting TheoryFundamentals of cutting: speeds, feeds and materials.

Machinable Materials (VDI 3323)Classification of workpiece materials per VDI 3323 (P-M-K-N-S-H groups).
[P] - STEELS (STEEL)Group P: steels: cutting characteristics and recommendations.
[M] - STAINLESS STEELS (STAINLESS STEEL)Group M: stainless steels: machining peculiarities.
[N] - NON-FERROUS MATERIALS (NON FERROUS)Group N: non-ferrous (aluminium, copper) and their cutting.
[S] - SUPER ALLOYSGroup S: superalloys and titanium: difficult machining.
[H] - HARDENED MATERIALSGroup H: hardened materials: high-hardness cutting.
Υλικά Κοπτικών ΕργαλείωνCutting-tool materials: HSS, carbide and coatings.

Carbide Rotary Burrs